OEM 2/3/4 Flutes Ball Nues End Mills mat Straight Shank



4 Flutes Ball Nues End Mills mat riichtaus Shank
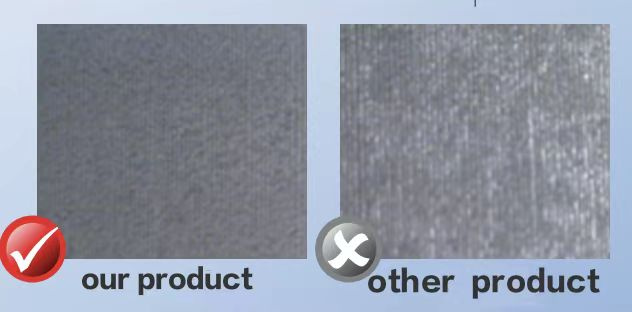
1. Den Zentrum Design vun der Kugelrand, déi héich Kraaft a scharf Kante kombinéiert, kann d'Chips, déi während der Schneidveraarbechtung generéiert ginn, richteg handhaben.
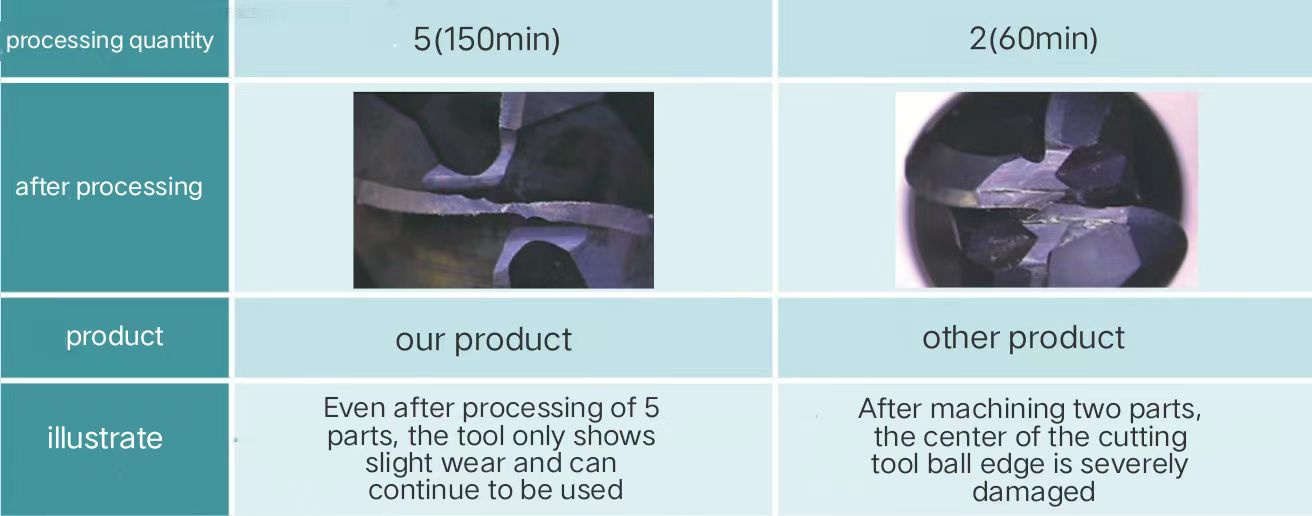
2. Applikatioun Situatioun vun héich-Performance véier Kante Ball Enn milling Cutter am milling Cr12 (36HRC)
Applikatioun
2/4 Kante riichter Schank Kugelend Mills si gëeegent fir Profiléierung, Kavitéitbearbeitung a Kugelbearbeitung.Déi 2 Flutes ass gëeegent fir Profilfräsen a High-Speed-Bearbeitung mat enger breet Palette vun Uwendungen.Et ass ganz gëeegent fir Veraarbechtung Kuelestoff Stol, Legierung Stol, prehardened Stol, quenched Stol (55HRC ~ 68HRC), Goss, an ductile Eisen, souwéi STAINLESS Stol, Titan Alliagen an Hëtzt-resistent géint Alliagen.Wat déi 4 Flutes ugeet, kann et méi héich Fuergeschwindegkeet erreechen, doduerch méi héich Schneideffizienz erreechen.Et ass ganz gëeegent fir Veraarbechtung Kuelestoff Stol, Legierung Stol, prehardened Stol, quenched Stol (55HRC ~ 68HRC), Goss, an ductile Eisen, souwéi STAINLESS Stol, Titan Alliagen an Hëtzt-resistent géint Alliagen.
Spezifikatioune
Et gi méi wéi 20 Modeller vun der 2 flutes milling cutters engem wielen aus, iwwerdeems et méi wéi zéng Spezifikatioune vun der 4 flutes milling cutters.Hir Matière première sinn all UK20 an TAN Beschichtungen.
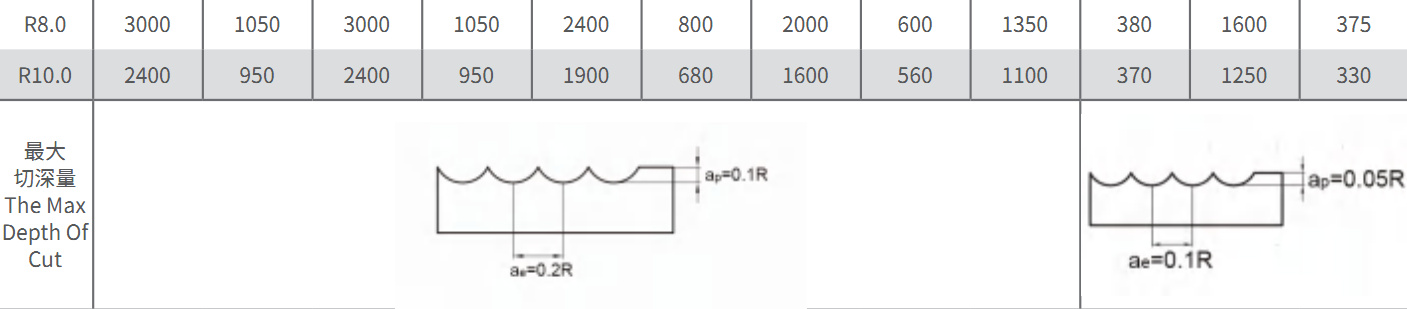
D'Schneidparameter vu QCM2F / QCM4F
D'Schneidparameter vu QCM2F

1. Benotzt w.e.g. héich-Präzisioun Maschinn Handwierksgeschir an Handwierksgeschir.
2. Benotzt w.e.g. Loftkühlen oder Schneidflëssegkeet, déi net ufälleg ass fir Damp ze generéieren.
3. Wann d'Installatiounssteifheet vum Maschinntool-Workstéck schlecht ass, kënne Schwéngungen an anormalen Toun optrieden.Zu dëser Zäit sollt d'Geschwindegkeet an d'Füttergeschwindegkeet an der uewen Tabelle Joer zu Joer reduzéiert ginn.
4. D'Suspensionlängt vum Cutter sollt esou kuerz wéi méiglech sinn.
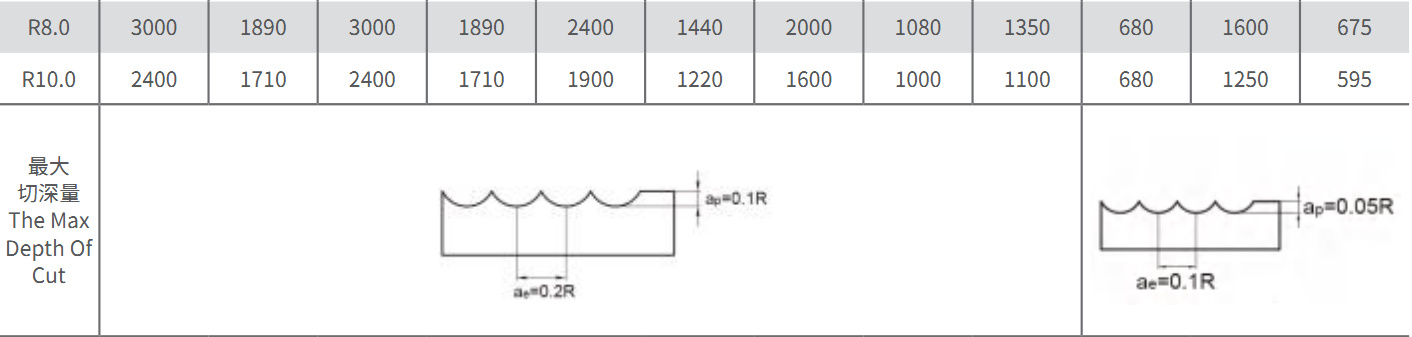
D'Schneidparameter vu QCM4F

1. Benotzt w.e.g. héich-Präzisioun Maschinn Handwierksgeschir an Handwierksgeschir.
2. Benotzt w.e.g. Loftkühlen oder Schneidflëssegkeet, déi net ufälleg ass fir Damp ze generéieren.
3. Wann d'Installatiounssteifheet vum Maschinntool-Workstéck schlecht ass, kënne Schwéngungen an anormalen Toun optrieden.Zu dëser Zäit sollt d'Geschwindegkeet an d'Füttergeschwindegkeet an der uewen Tabelle Joer zu Joer reduzéiert ginn.
4. D'Suspensionlängt vum Cutter sollt esou kuerz wéi méiglech sinn.

